Case studies
Technical insert moulding
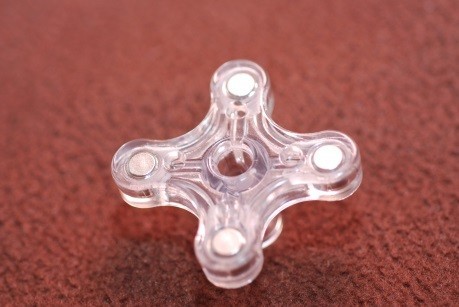
Our customer approached us to produce a submersible encoder rotor that was specially designed with magnets moulded-in and hermetically sealed in a specific orientation
Technical insert moulding image gallery




Our customer approached us to produce a submersible encoder rotor that was specially designed with magnets moulded-in and hermetically sealed in a specific orientation
The customer asked us to produce a submersible encoder rotor where magnets could be fully encapsulated with a 100% hermetic seal to prevent magnet performance from deteriorating over time. It was also critical to the component's performance that the 'poles' of the magnets were all aligned correctly within each component and across all components that would later be produced.
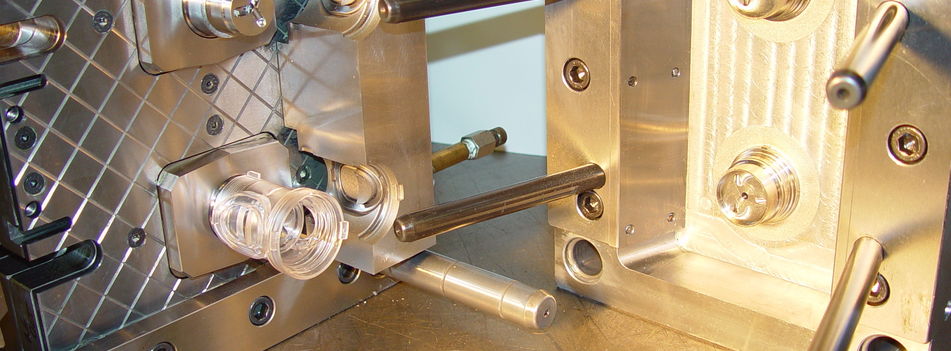
Using technical insert moulding, we designed and manufactured a 1+1 injection mould tool that could be run in our vertical presses in the 50-tonne range. The tool could produce the first shot with the pockets produced to locate the circular magnets in the four arms of the rotor. The first shot was then removed from the injection mould tool and the moulded component loaded into a bespoke fixture that was designed and manufactured here on-site.
That allowed for the magnets to be fitted in the correct orientation to ensure the 'poles' are aligned correctly. The fixture was specially designed to reject the magnets if the 'poles' were aligned incorrectly, so once all the magnets are fitted in the correct way, the fixture then releases the first shot component.
The operator then fits the component (with magnets fitted) into the second impression. In the following moulding cycle, a one off first shot is produced from impression one and the first shot component (with magnets fitted in impression two) is over-moulded. This ensures full encapsulation of the four magnets with a 100% hermetic seal.
Many of the mould tools we run in our moulding machines have complex cores which operate in a plane 90 degrees to the tool opening plane.